
更新时间:2018-03-13 08:52:46
第一节 不锈钢焊管生产工艺流程分析
不锈钢焊管生产工艺流程分析
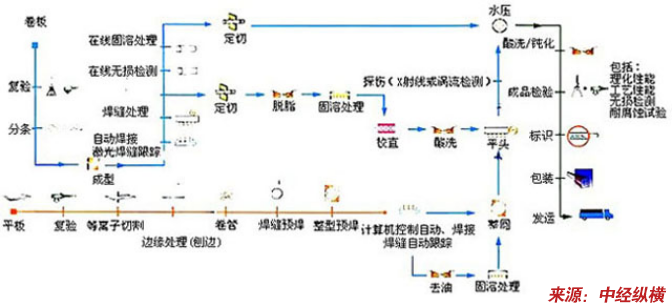
不锈钢焊管的生产工艺流程图

第二节 国外不锈钢焊管生产工艺发展阶段比较
不锈钢焊管与无缝管比较,焊管生产方式简单, 容易变换产品规格,生产成本约低20~30%。多年来,由于不锈钢焊管生产技术的发展,在技术经济方面的优越性日益显著,因此不锈钢焊管的需要量不断地增长。日,美、意,瑞典、德等国的不锈钢焊管生产发展很快。
第三节 我国不锈钢焊管生产工艺创新历程与途径
不锈钢焊管的发展大约可分为三个阶段:
1、萌芽阶段
上世纪八十年代后期,一些港台商人利用中国的庸价劳动力,从日本,意大利和台湾等国家和地区引进一些不锈钢焊管的生产设备,采用国外的原料,在佛山生产不锈钢焊管及相应的弯头、型材等,然后出口到国外,同时生产厂家积极开拓国内市场,当时国内有少量大型企业、宾馆、酒店以及城市建设方面也有一些少量应用,但是,由于那时人们的收入水平与不锈钢焊管的价格差距太大,使得不锈钢焊管的应用受到了很大的限制,当时,很多人认为不锈钢焊管进入家庭,几乎是可望而不可及的。国内也有一些厂家投资生产不锈钢焊管,但是大多举步难艰,当时广东有6、7家生产不锈钢焊管的厂家,到现在只剩一家,其它都已不复存在,可见,可拓不锈钢焊管市场的艰难。
生产的管材主要材质是304,少量316L,材料都是从日本、台湾等国家和地区进口,主要生产壁厚在1.2mm以上的管材,生产的焊管主要以工业用管为主,在国内大多是提供给造纸厂,化纤厂,制糖厂等,装饰用管很少。
2、初步发展阶段
从九十年代初到九十年代末期,是不锈钢焊管行业的初步发展阶段。在这个阶段由于人们的生活水平的提高和不锈钢焊管的认识的加深,不锈钢焊管在工业领域作流体输送用管的范围也逐渐扩大,同时,装饰用管也渐渐多了起来,许多机场、商场,高档酒店都效仿国外,使用不锈钢焊管作为护栏,同时,许多先富起来的一部分人也开始使用不锈钢焊管作防盗窗、防盗门。不锈钢焊管厂家也开始生产出壁厚比以前薄,表面比以前光亮的不锈钢焊管来满足市场的需要。同时,不锈钢焊管也向供水、饮料、家俱,换热器、食品、医疗器材等很多领域发展。
这段时间,不锈钢焊管的技术有了不少进步,以直径19的管为例,焊接管材的壁厚从1.2mm以上发展到可以生产壁厚0.4mm的管材,表面的光洁度也不仅仅是砂光管,也有了像镜面一样的光亮管,生产薄壁管和改善装饰管的抛光质量是九十年代不锈钢焊管方面一个较明显的进步。这两方面已走在世界不锈钢结构用焊管技术的前列。
3、高速发展阶段
从上世纪九十年代后期到今天,是不锈钢焊管行业高速发展的阶段。最重要的原因是201A材质的钢带及小型轧机的出现,促进了不锈钢焊管的高速发展。
由于设备的投资相比于正规的大型轧钢厂较低,对厂房和地点的要求不高,投资回报快,虽然生产出来的冷轧钢带相比于大型钢厂存在表面质量差,宽度不够,硬度不均匀,厚度公差大的缺陷,但是作为装饰管在经过抛光后,还可以被消费者接受,最重要的是,同大型钢厂的冷轧钢带相比,每吨有近千元的差价。利益的驱动使这种小型冷轧带钢厂很快在佛山及其周边地区发展起来,据不完全统计,2009年,仅佛山及周边地区都有400条左右的这种冷轧带钢生产线,几乎所有的不锈钢焊管厂都使用这种小型冷轧带钢厂生产的不锈钢带管材。
不锈钢焊管厂可以根据自己的实际需要订做不同宽度,不同厚度的不锈钢钢带,需要多少订多少,不积压和库存不锈钢带,从而在资金上减轻了压力。这也加速了不锈钢焊管行业的发展。
201A的出现再一次加速了这个行业的发展。201A(印度叫J4)是从印度引进的一种含镍量1%左右的一种低镍的不锈钢品种,一经引进就受到中国不锈钢焊管厂家的追棒,按当时的价格计算,201A的卷带价格为304的三分之一左右,生产出来的管材只有304管材的1/2左右。这种材料的不锈钢焊管一经推出,很快被广大的农村市场接受。
同时,出口也在这一时间有了大的发展,特别是在201A出现后,在东南亚及南亚地区形成了一个庞大的出口市场。其中最大的出口对象国是印度,最高峰时估计在5万吨左右。从印度引进不锈钢品种,到最后印度成了不锈钢焊管的最大的出口对象国,这也再次显示出我国制造业的强大。
第四节 国内不锈钢焊管生产设备简介
等离子焊接系统在不锈钢焊管中的应用,此行业生产的承压管长度一般为6000mm,材质为奥氏体不锈钢如304(l),316(l),321等,厚度≥3mm,直径≥Φ133mm,焊缝质量要求外观成型美观,X射线探伤二级合格。我们采取的工艺是3-8mm等离子单面焊双面一次成型;>8mm开Y型坡口,留5-6mm钝边,采用等离子焊接打底,氩弧焊或等离子盖面,也有采用埋弧盖面。
1、设备配置
该系统由等离子焊接电源,等离子焊枪,专用制冷水箱,送丝机构,可编程控制箱,边梁行走机构,管件芯轴支架和内保护机构等组成。
2、边梁行走机构
该机构采用在立柱上固定横梁,横梁上面装有矩形导轨,侧面安装齿条,小车安装在横梁导轨上移动。由于采取多组滚动轴承,小车运行轻便灵活。小车运行由直流电机经微型减速器,再经齿轮,齿条实现直线运动。直流电极为无级调速。
3、芯轴支架
芯轴上有槽,槽内通保护气体。在焊接不同直径工件时,可通过旋转手轮,调整芯轴高度,适应不同工件直径焊接。
4、内保护装置
此装置设计的好坏,直接影响焊接效果,我们有两种形式:
方式一:管内拖罩通过专门的行走机构与焊接小车同步来通气。
方式一:整个背保护装置中通气。
方式一结构复杂,省气;方式二结构简单。
5、送丝机构
该机构由直流电机驱动,送丝轮上方有压紧轮,通过弹簧杠杆压紧,可送焊丝直径Φ0.8-Φ1.6mm。
6、可编程控制器
除焊接电源提供电流以外,焊接工装如行走小车、十字滑架和送丝等动作均由焊接控制器来控制。
第五节 国内不锈钢焊管生产设备应用现状
1、成型及焊接设备
中小口径的不锈钢焊管一般采用连续辊式成型。由于不锈钢带弹性模量大,变形回弹大,因此,必须增加变形区长度,合理选择机架数和孑L型设计,保证机架的强度和刚度,提高焊管质量。我国大部分焊管机组是20世纪80年代从国外引进的,与国外机组相比仍有差距,不能生产工业用管,仅能用于生产装饰管等低标准民用管。因此,为达到国外机组的水平尚需进一步研究开发。
2、焊后处理工艺设备
对于要求高的工业用不锈钢焊管,必须对焊缝进行平整及固溶热处理。国外焊缝平整的方法有多种,一般采用控制焊接工艺、锻打和用刀刮等;对于焊缝热处理一般采用在线中频感应加热固溶处理,也有采用线外保护气氛辊底式连续热处理炉处理;民用管不需进行焊后处理。我国不锈钢焊管焊后处理水平较低,大部分机组没有焊后处理设备,与国外相比相差较远。此外,我国不锈钢焊管的检测、精整、打捆、标记等设备都比较落后,急需进一步提高。
第六节 我国不锈钢焊管生产设备技术研发动态
国内最大口径不锈钢焊管生产设备在我区企业大连三高集团下线。这台由三高集团自主研发的设备生产出的不锈钢管直径可达711毫米,超过了目前世界上同类产品的最大标准,这也标志着金州新区企业从“中国制造”到“中国创造”又迈出了重要一步。
过去从国外引进一套大型不锈钢焊管生产设备需要十几亿元,而三高集团自主研发的设备成本要节省一半还多,因此,国内不少钢管生产企业已经闻风而动,在没有样机的情况下,就提前跟三高集团签了订单。
目前,三高集团已经向德国和日本方面申请了这一设备的专利,国家财政部和海关总署等四部门也正式把711不锈钢焊管生产机组列入《国内投资项目不予免税的进口商品目录》,说明我国在这个领域已经可以替代进口设备,同时也标志着我国的不锈钢焊管生产技术跻身世界一流水平。




 公众号
公众号资金申请
 公众号
公众号中经纵横
