
更新时间:2018-12-20 08:53:05
第一节 消失模铸件生产工艺流程分析
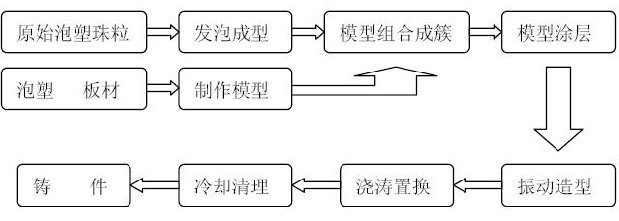
消失模铸造工艺
第二节 国外消失模铸件生产工艺发展阶段比较
1958年,美国的H.F.shroyer发明了用可发性泡沫塑料模样制造金属铸件的专利技术并取得了专利(专利号USP2830343)。最初所用的模样是采用聚苯乙烯(EPS)板材加工制成的。采用粘土砂造型,用来生产艺术品铸件。采用这种方法,造型后泡沫塑料模样不必起出,而是在浇入液态金属后聚苯乙烯在高温下分子裂解而让出空间充满金属液,凝固后形成铸件。
1961年德国的Grunzweig和Harrtmann公司购买了这一专利技术加以开发,并在1962年在工业上得到应用。采用无粘结剂干砂生产铸件的技术由德国的H.Nellen和美国的T.R.Smith于1964年申请了专利。由于无粘结剂的干砂在浇注过程中经常发生坍塌的现象,所以1967年德国的A.Wittemoser采用了可以被磁化的铁丸来代替硅砂作为造型材料,用磁力场作为"粘结剂"。这就是所谓"磁型铸造"。
1971年,日本的Nagano发明了V法(真空铸造法),受此启发,今天的消失模铸造在很多地方也采用抽真空的办法来固定型砂。在1980年以前使用无粘结剂的干砂工艺必须得到美国"实型铸造工艺公司"(Full Mold Process,Inc)"的批准。在此以后,该专利就无效了。因此,近30年来消失模铸造技术在全世界范围内得到了迅速的发展。
第三节 我国消失模铸件生产工艺创新历程与途径
我国消失模铸造经过二十年的探索,从硬件设备到软件工艺已经逐步走向成熟。其中云南昆明宏金隆铸造机械厂从软硬件方面都比较成熟,该厂设备工艺已经服务到马来西亚等周边国家。另外清华大学、华中科技大学等高等院校也为消失模铸造发展做出了宝贵的贡献。
为了更好的发展消失模铸件产业,我国铸件行业应走产学研相结合的道路,建立产业技术创新战略联盟。要健全产学研一体化的技术创新体系,要探索建立产业技术创新联盟,构建企业与优秀的研究院所和著名的高校相结合的共性技术创新平台,瞄准发展的共性关键技术与装置,共同开发、共担风险、联合竞争、共同受益。
第四节 国内消失模铸件生产设备简介
完整的消失模设备由五部分组成,即:泡沫模型制作设备(白区)、消失模铸造工艺设备(黑区)、型砂处理设备、砂箱循环线和环保设备。
1、消失模铸造设备白区设备:白区设备包括制模工艺的两个环节:珠粒预发和成型。
1)珠粒预发机,预发机根据加热方式、加料方式常用的有连续式预发机、间歇式预发机。
2)成型机,顾名思义,成型机是泡沫模型成型设备,主要功能是锒装模具和向模具输送蒸汽,使模具型腔内的预发好的珠粒融合粘结成型。成型机的种类很多:
根据模具分型面的方向分:A、卧式机B、立式机。
根据型板开合驱动装置分:A、机械式(土机)B、液压机。
根据自动化程度分:A、手工机B、半自动机C、自动机。
根据工作台面还可以分成若干型号。
3)蒸缸:与成型机一样,也属于成型设备,蒸缸结构简单,适用于小批量、手工模具,显著的特点是,可以任意设置活块,复杂模型可以一次整体出型。
2、消失模铸造设备黑区设备:黑区设备是指将泡沫模型浇注成铸件的过程中,所需要的设备,是消失模铸造的技术核心,包括:
1)涂料制作、涂料刷涂设备。
涂料制作设备:A、高速搅拌机B、涂料研磨机C、胶体磨。
涂料涂刷设备,主要是指低速搅拌机,涂料在低速搅拌下涂挂涂,涂挂性能和流平性能好,即涂料的触变特性。
低速搅拌机常用的有:A、L型搅拌机B、螺旋桨搅拌机。
2)真空砂箱,放置模型束,加砂和产生负压条件,以利于液态金属在干砂中成型。真空砂箱是消失模铸造工艺中重要的工装设备,由于泡沫型的局限,为满足工艺要求,砂箱有很多种:
根据负压源的位置,分:A、底吸B、侧吸C、全吸。
根据负压源的特点,分:A、夹层B、埋管C、蛇皮管。
在生产中更有实际意义的有:A、自泄砂砂箱B、组合负压砂箱C、可翻转负压砂箱。
3)震实台,干型砂的紧实设备,也是消失模铸造中最为关键的设备之一。震实台的档次相差悬殊,价格差异也很大。分类如下:
根据震动方式,分:A、单维B、三维。
根据悬浮装置,分:A、钢弹簧悬浮,早期设备已淘汰;B、橡胶弹簧悬浮,属于简易型;C、气囊悬浮,减震性能柔和,模型防变形能力好,可抬升,适用于精细产品,在轨道线上设置。
根据附属设置,分:A、调频和单频震实台B、配置锁紧装置和无锁紧装置震实台,也是消失模铸造的关键设备,如果投资允许尽可能选用档次高一等的震实台。
4)真空稳压系统
消失模铸造浇注过程中要抽吸真空,主要功能是将干砂定型,并将泡沫模型产生的气体吸走。
真空稳压系统由:水环真空泵、汽水分离罐、稳压罐、控制阀、真空表和真空胶管组成。真空稳压系统根据每分钟所抽吸的真空能力,分为:SK-6、SK-12、SK-20、SK-30、SK-42、SK-50各型。数字越大,每分钟抽吸的真空越大。可根据每次浇注几个砂箱选用相适应的型号。
3、消失模铸造设备干砂处理设备,也称砂处理系统。消失模铸造使用干砂造型,干砂比潮砂有两大特点难以处理,即:降温慢、微尘大。因此,采用消失模铸造工艺进行较大规模连续生产时,必须配置砂处理系统。
消失模铸造的砂处理系统,应具有如下功能:筛分、降温(冷却)、提升储存和自动出砂。为了保证砂处理系统能具备如上述的功能,通常由:落砂斗、水平输送筛分机、提升机、型砂冷却床、储砂斗、加砂器组成一个完整的系统。
4、消失模铸造设备砂箱循环线,即通常所说的“自动线”。自动线有两种形式:
1)人工推移的简易线:由轨道、带行轮的砂箱、转盘组成。依靠人力推动砂箱移位。
2)机械推移的开式线:由辊轮线、电动摆渡车、砂箱、翻箱机组成。依靠液压油缸推动砂箱在辊道线上做步进式移动。
5、消失模铸造设备环保设备,包括:除尘设备、尾气净化设备
第五节 国内消失模铸件生产设备应用现状
消失模设备是一种近无余量、精确成型并且容易实现清洁生产的全新技术产品,也是一门集塑料、化工、机械、铸造为一体的综合性多学科的铸造新技术产品。自80年代初,消失模铸造设备广泛应用于工业生产,尤其是在汽车行业中得到飞速发展,所生产的产品有消失模设备;在铸钢行业中同样发展迅猛,尤其是在抗磨件、耐热件中应用面很广;在管道行业中也得到了广泛的应用,以采用消失模设备工艺生产各种规格球铁管为多。
国内外的生产实践显示了该项技术的独特优越性。因此,该工艺被誉为“21世纪的新技术”;“铸造界中的绿色工程”。消失模设备技术发展的比较晚,又是综合性多科学的消失模设备新技术;无论是在理论上,还是在实践中,都存在许多难题亟待解决。因此,要想搞好消失模铸造工艺技术设备,不能只凭想当然。要有严肃的科学态度,有科学发展观,有资深的铸造设备方面的理论知识,还要有丰富实践经验等;只有初步具备以上方面的条件,才能搞成消失模设备技术。
第六节 我国消失模铸件生产设备技术研发动态
中国消失模铸造技术发展的唯一出路,就是走自主创新之路,用中国人自己的核心技术振兴中国消失模铸造产业,打入国际市场。
华恩机械公司确立了以消失模铸造技术为核心的发展战略,制定了做消失模铸造全国老大的目标。技术人员对消失模铸造工艺的每个环节、每台设备的运作,以及对产品质量和效率的影响,进行综合分析,实施科技攻关,先后请来多名教授指导,对设备进行改进。
企业一直专注于消失模铸造工艺和消失模铸造设备自动化领域的技术及产品开发。在消失模铸造设备研制方面,根据引进的国外设备,取长补短,先后研发制造出第二代“高档数控干式预发泡机(电加热)”和第四代“高档数控白模成型机”近80余台。这些设备在我国都处于领先地位,某些性能是国外设备没有的。技术储备已经涵盖消失模铸造工艺和设备改造工业领域的基础核心技术。
免责申明:本文仅为中经纵横市场研究观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。




 公众号
公众号资金申请
 公众号
公众号中经纵横
